
KHÁI NIỆM CƠ BẢN
OEE là một tiêu chuẩn vàng nhằm đo lường năng suất sản xuất của một thiết bị, hệ thống hay hiểu đơn giản là đó là một thang đo tỷ lệ thời lượng sản xuất thực tế với tổng số thời gian hoạt động của máy tính trên một đơn vị sản phẩm. Nếu hiệu suất OEE đạt được 100% có nghĩa là thiết bị, hệ thống đó đã làm ra sản phẩm đạt tiêu chuẩn một cách nhanh nhất có thể và không có thời gian chết trong quá trình sản xuất hay nói cách khác là trong toàn bộ thời gian hoạt động tính từ khi bắt đầu sản xuất tới khi kết thúc, thiết bị đã sản xuất ra 100% sản phẩm đều đạt chất lượng một cách sẵn sàng không ngừng nghỉ.
Tiêu chuẩn OEE là thang đo phản ánh một cách chân thực nhất thực tế sản xuất của máy móc. Bằng việc tính chỉ số OEE và thống kê tổn thất, thất thoát trong quá trình sản xuất, doanh nghiệp sẽ thu được những phát hiện quan trọng để từ đó lên kế hoạch điều chỉnh lại quy trình sản xuất một cách có hệ thống nhằm tối ưu hóa hiệu quả sản xuất. Tính OEE là cách tốt nhất để xác định tổn hao, chuẩn đối sánh (là quá trình so sánh hiệu suất của các sản phẩm, dịch vụ hoặc quy trình của công ty đối với các công ty khác) và cải thiện năng suất của thiết bị sản xuất.
Hãy cùng tìm hiểu kỹ hơn về các yếu tố ảnh hướng đến hiệu suất tổng thể của thiết bị (OEE) nhé.
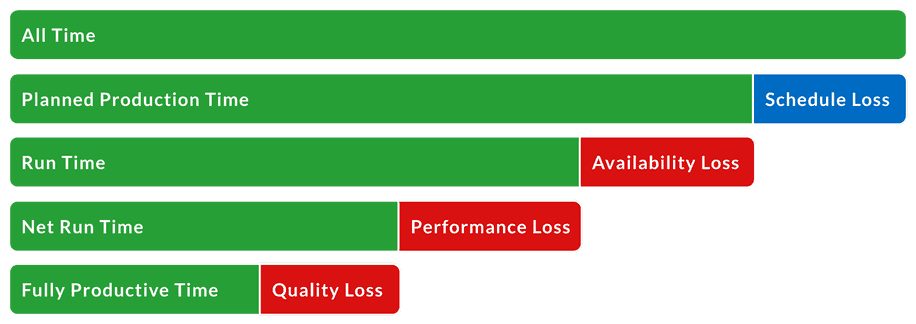
Tổng thời gian (All Time)

Chính là thời gian đang trôi qua từng giây, từng phút trong cuộc sống. Khi tính toán có thể chọn một lượng thời gian cụ thể như 60 phút, 24 giờ, 7 ngày,…
Lấy tổng thời gian trừ đi thời gian không nằm trong quá trình sản xuất như: thời gian từ khi tắt máy đến khi bật lại, thời gian nhân công nghỉ ngơi,… được phần còn lại là thời gian sản xuất theo dự kiến (Planned Production Time). Gọi những khoảng thời gian mà nằm trong quá trình sản xuất là tổn thất ngoài sản xuất.

OEE chỉ lấy thời gian sản xuất dự kiến làm mẫu số chung cho việc tính hiệu suất của thiết bị. Có 3 yêu tố ảnh hướng đến quá trình sản xuất được xét đến trong quá trình tính hiệu suất thiết bị. Đó là tính sẵn sàng, thời gian và chất lượng và tương ứng với 3 yếu tố đó sẽ là 3 dạng tổn thất đặc trưng. Mục đích của việc tối ưu hóa quá trình sản xuất chính là tìm mọi cách để giảm tối đa những tổn thất trên.
Tính sẵn sàng
Tổn thất đặc trưng cho tính sẵn sàng là thời gian làm gián đoạn quá trình sản xuất khiến máy phải dừng hoạt động để người vận hành kiểm tra, tìm lý do và khắc phục.
Những lý do làm gián đoạn quá trình sản xuất có thể kể đến như: lỗi thiết bị hoặc thiếu nguyên liệu hay thời gian chuyển tiếp giữa hai giai đoạn sản xuất liên tiếp, thời gian chuẩn bị máy cho đợt sản xuất tiếp theo.
Lấy thời gian sản xuất dự kiến trừ đi thời gian gián đoạn được thời gian hoạt động (Run Time).
 Năng suất
Năng suất
Thiết bị cần phải cho ra sản phẩm càng nhanh càng tốt vậy nên những yếu tố làm cho thời gian sản xuất của thiết bị bị kéo dài hơn so với thời gian tối thiểu để cho ra một sản phẩm đạt chuẩn gọi là tổn thất năng suất. Tổn thất này thường gây ra những khoảng thời gian dừng nhỏ hoặc là chậm chu kỳ sản xuất.
Lý do gây nên tổn thất năng suất có thể kể đến như: hao mòn máy, đường dẫn sản phẩm bị ún tắc, chỉnh sửa sản phẩm lỗi,…
Lấy thời gian hoạt động trừ đi thời gian bị chậm do tổn thất trên được thời gian chạy ròng của thiết bị ( hay còn gọi là thời gian sau khi trừ hết tổn hao trong quá trình hoạt động của máy)

Chất lượng sản phẩm
Thiết bị, máy móc, dây chuyền cho ra lượng sản phẩm nhất định trong một đơn vị thời gian. Nhưng trong số những sản phẩm đó có những thành phẩm không đạt tiêu chuẩn phải cho đi chỉnh sửa hoặc những thành phẩm bị lỗi (gọi là phế phẩm). Tính được tỷ lệ giữa số thành phẩm đạt chất lượng ngay lần đầu tiên mà không cần làm lại và tổng số sản phẩm, từ tỷ lệ ấy sẽ tính được thời gian sản xuất ra hoàn chỉnh của thiết bị.

Để cải thiện hiệu suất tổng thế thiết bị, doanh nghiệp sẽ tìm phương pháp nhằm tăng tối đa thời gian sản xuất hoàn chỉnh và giảm tối đa những tổn thất đã kể trên. Đó chính là quá trình tối ưu hóa sản xuất, một nhiệm vụ, vấn đề xảy ra ở mọi doanh nghiệp, nhà máy hiện nay.
 CÔNG THỨC TÍNH HIỆU SUẤT THIỆT BỊ OEE VÀ CÁCH SỬ DỤNG
CÔNG THỨC TÍNH HIỆU SUẤT THIỆT BỊ OEE VÀ CÁCH SỬ DỤNG
Hiệu suất của thiết bị OEE chính là tỷ lệ giữa thời gian sản xuất hoàn chỉnh () và thời gian sản xuất theo kế hoạch mà bài viết trước đã trình bày.
Vậy tính thời gian sản xuất hoàn chỉnh như thế nào? Hãy cùng tìm hiểu trong bài viết dưới đây.
Nhắc lại, thời gian sản xuất hoàn chỉnh là thời gian nhanh nhất có thể để sản xuất ra các sản phẩm đạt tiêu chuẩn một cách sẵn sàng.
Vì hiệu suất thiết bị phụ thuộc vào tính sẵn sàng, năng suất và chất lượng nên công thức tính hiệu suất có liên quan trực tiếp đến 3 yếu tố trên.
SẴN SÀNG X NĂNG SUẤT X CHẤT LƯỢNG = OEE
-
Tính sẵn sàng
SẴN SÀNG = (THỜI GIAN HOẠT ĐỘNG THỰC TẾ / THỜI GIAN SẢN XUẤT THEO KẾ HOẠCH) x 100%
-
Chất lượng
CHẤT LƯỢNG = (SỐ SẢN PHẨM ĐẠT CHẤT LƯỢNG / TỔNG SỐ SẢN PHẨM) x 100%
-
Năng suất
NĂNG SUẤT = TỔNG SỐ SẢN PHẨM / THỜI GIAN HOẠT ĐỘNG THỰC TẾ) x CÔNG SUẤT THIẾT KẾ




BÌNH LUẬN:
elwbwudxZUhjxFZqLPuNg - 23/07/2026 lúc 07:39 -
BieMiQBNJWjiTsrkywxsiI
tOXmtMWbMBeoKYEB - 13/07/2026 lúc 11:09 -
MTQebtyElrBoYvShCFC
xqHQViYTGjKHghTonogPfrN - 10/07/2026 lúc 07:16 -
NbxbFzVichuAnICwc
kyDKVQQWtRxoZLAtnaJQr - 14/06/2026 lúc 08:51 -
TbRjwZFiwTWKqDayBtW
JeeKaTntVbulwNfHqdmDIBm - 12/06/2026 lúc 07:27 -
LBQduKHovIjXztqpj